





















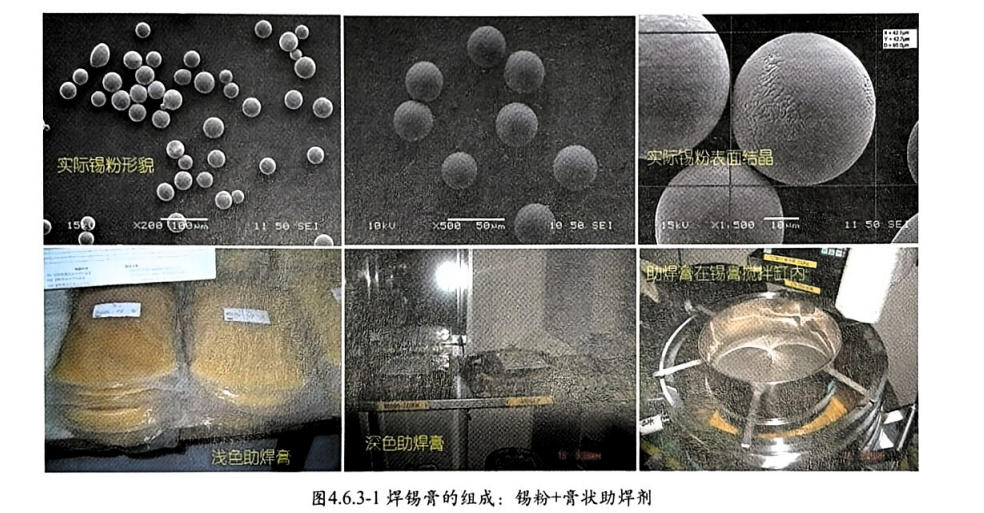
PCBA焊接制程中,焊锡膏是锡粉颗粒与助焊膏的混合物,图4.6.3-1焊锡膏的组成。
锡膏中的助焊剂有八大功能:
1.保护锡粉不被氧化
2.锡膏的粘度-流变性调整,适合印刷作业、沾取作业(PoP锡膏)、喷印作业(点锡、喷印)
3.抗垂流性-保持锡膏的成型形状
4.临时固定元件的能力-粘着力
5.去除氧化层-锡膏中的活性剂
6.防止再氧化-添加剂
7.协助传递热量-稀释剂等
8.降低液态焊锡的表面张力
锡粉颗粒被助焊剂保护,当助焊剂活性不足时,暴露于高温环境的锡粉颗粒会氧化,影响焊接过程的推进进 而导致焊接不良的产生。
PCBA 焊接制程中,PCB 焊盘、元件端电极镀层、元器件金属延伸脚、焊接端子、BGA 锡球等在高温环境 中均会出现氧化,不利于焊接润湿的发生。为降低焊接界面材料及焊料的氧化机率,使用惰性气体防护成为工艺 的选择方案。在Reflow内设置管道及控制系统,将氮气供给到 Blower 内经过加热丝加热再送到炉膛内,此时炉 膛内吹出的就是被加热后的高温氮气,氮气的惰性特征可以保护焊锡、PCB、 元件焊接端子不被氧化,有利于焊 接润湿的发生。此种设备被称作氮气回流焊炉,简称氮气炉。氮气炉又分为两类,全程充氮与局部充氮。全程充 氮就是炉膛内除了冷却区外均充氮气保护,局部充氮是仅在焊锡熔化区充氮气,其它区域仍使用空气作为传热媒 介。前者保护效果更佳,后者节省氮气。氮气炉的耗氮量与几个因素有关:
1)全程充氮还是局部充氮
2)使用过程中氧含量,如控制炉膛内氧含量2000ppm vs 500ppm,当然后者耗氮量多一些
3)炉膛高度,炉膛高度越大,耗氮量越大
4)设备密封能力
5)设备长度,Reflow 越长(充氮区域),耗氮量越大
6)生产产品尺寸及生产效率,生产产品尺寸越大、生产效率越高,耗氮量越大
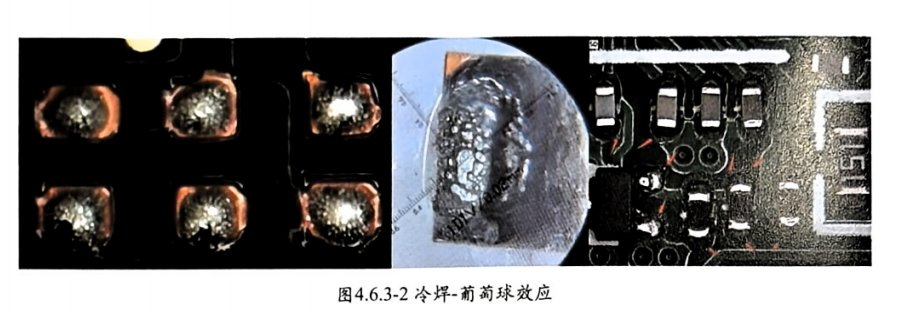
实际电子产品制造过程中,什么条件下需要使用氮气炉,什么条件下只需要使用空气炉呢?原则上产品上有 0201&更小尺寸的元件如01005,产品上有Pitch0.4mm 及更密间距IC 或连接器,如0.35mm pitch连接器、), 0.25mm pitch CSP、0.15mm pitch 裸芯片等,必须使用氮气炉。原因是元件尺寸越小、印刷锡膏量越小,助焊剂含量越少,助焊剂越容易挥发失效,不使用氮气防护则越容易出现冷焊(葡萄球效应,图4.6.3-2冷焊-葡萄 球效应)现象。所以便携式电子产品如手机、手表、手环、耳机、眼睛、平板电脑等小尺寸 PCBA 都必须配置氮 气制程。另一个使用氮气的要求源于焊点外观的亮度。如果要求焊接后焊点呈现金属色泽明亮,则需要使用氮气 工艺焊接。如军工、航天、舰船、轨道交通、医疗电子、服务器等高可靠性电子产品。
为节省成本,氮气炉可以不使用氮气生产,但空气炉却不能使用氮气生产,也就是行业说的向下兼容但不能向上兼容。企业购置设备时需综合考虑,避免购置一定时间后产品需要使用氮气工艺而工厂设备不支持,出现尴尬局面。