





















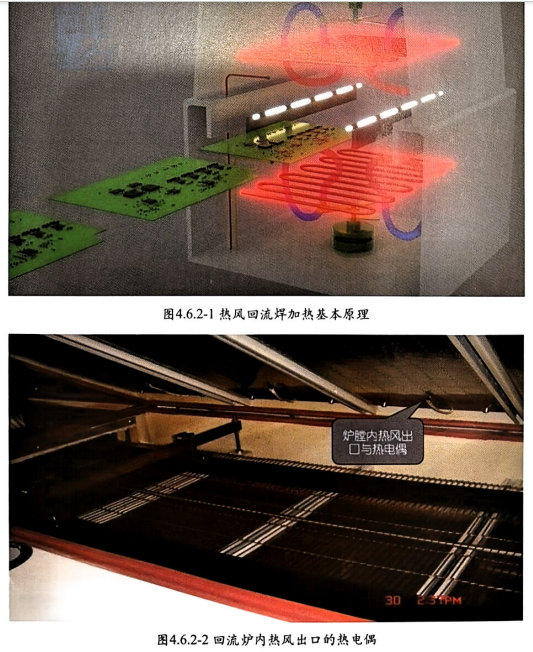
热风回流焊是当今业界的主流,其基本原理是马达带动风扇(Blower) 吹风,经过加热丝(Heater) 变成 热风,热风吹到PCB 表面,加热元件、焊锡与PCB, 最终达成焊锡熔化焊接的目的,图4.6.2-1热风回流焊加 热基本原理。Reflow设备在炉膛内出风口安装热电偶,图4.6.2-2回流炉内热风出口的热电偶。
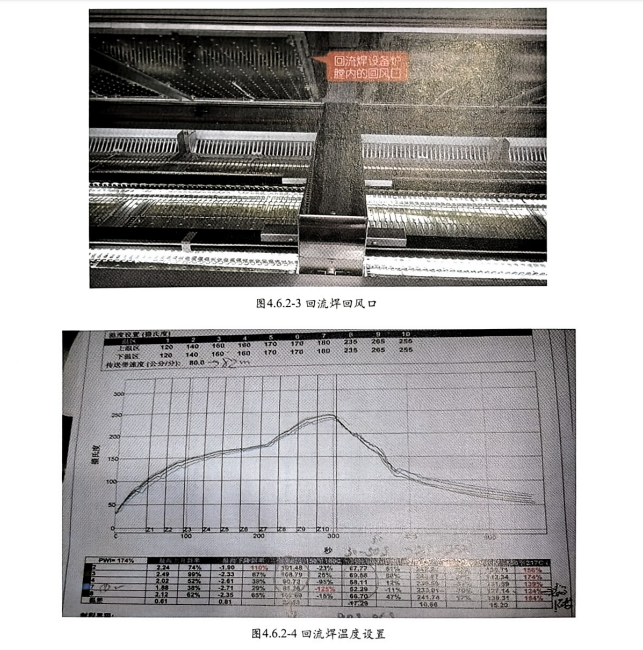
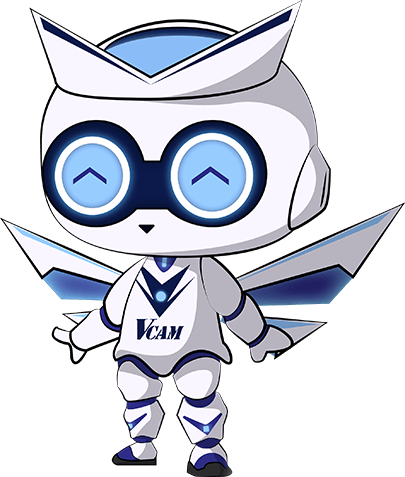
热电偶实时感测热风温度并将实际值反馈给主控电脑,主控电脑控制电源,加大或缩小加热丝功率,以此获得设定的热风温度。如设定值为180℃,热电偶与主控电脑配合形成闭环,控制吹到炉膛内的风温度为180+1℃。从这里我们 可以看到,每个加热区包含上下两组 Blower&Heater, 加热丝温度是独立控制的。10区的炉子意味着有10对 Blower&Heater, 也就是20组 Blower&Heater。行业通用说法,回流炉温区数量不包含冷却区。一台回流焊设备, 10对加热区,4个冷却区,称谓10区的炉子,“13区的炉子”意味着有13对加热区,而不是10对加热区和3 个冷却区。回流炉轨道位于每对加热区的中间,当板子带着元件、锡膏经过时,上下热风吹到板面进行热交换加 热,经过热交换的热风温度降低,通过回风口回收后再次被Blower 送到加热丝加热到设定温度,吹入炉膛继续 做工,图4.6.2-3回流焊回风口。如此反复持续不断的工作,就是我们日常见到回流焊接设备。图4.6.2-4回流 焊温度设置,显示了典型的无铅SAC305 焊锡常用的温度设置及实际测试所得温度曲线。