





















汽相焊接是将固定沸点的液体加热到沸点温度时, 液体汽化填充到空间内,将待焊接的产品浸入蒸汽环境,热的蒸汽与产品做热交换,焊锡熔化,润湿焊接界面,冷却后形成焊点。
气相焊温度差异小,大热容器件与小热容元件温差可以控制在 3 ℃以内,对于大板、 厚板、 大热容产品有较佳的热均匀性; 对于热敏感的器件,可以选用合适液体完成焊接,如无铅焊接工艺,液体沸点温240℃即可完成5.8mm厚 PCB的焊接,一般热风回流焊设定最高温达320℃才能完成,过高的热风温度会对产品上部分元件造成热损伤,即便使用有铅焊料焊接,Reflow设定温度仍要 280℃以上,这对元件耐热性提出了严重挑战。使用气相焊制程可以有效降低此类热损伤的风险。气相焊液体汽化后密度较空气大,可以将空间内空气挤出,这样可以避免焊锡熔化过程中氧化现象的出现,从而获得光亮的焊点。
气相焊效率低,焊接成本高,适用于少量多样和高附加值的产品, 如
1) 航天航空产品
2) 军工产品
3) 医疗产品
4) 高铁和地铁等产品
5) 石油钻探产品
6) 通讯类基站产品
7) 汽车产品
8) 航海产品
9) 风力发电产品
10) 其它一些特殊焊接要求产品等
1.1 气相焊接的基本原理
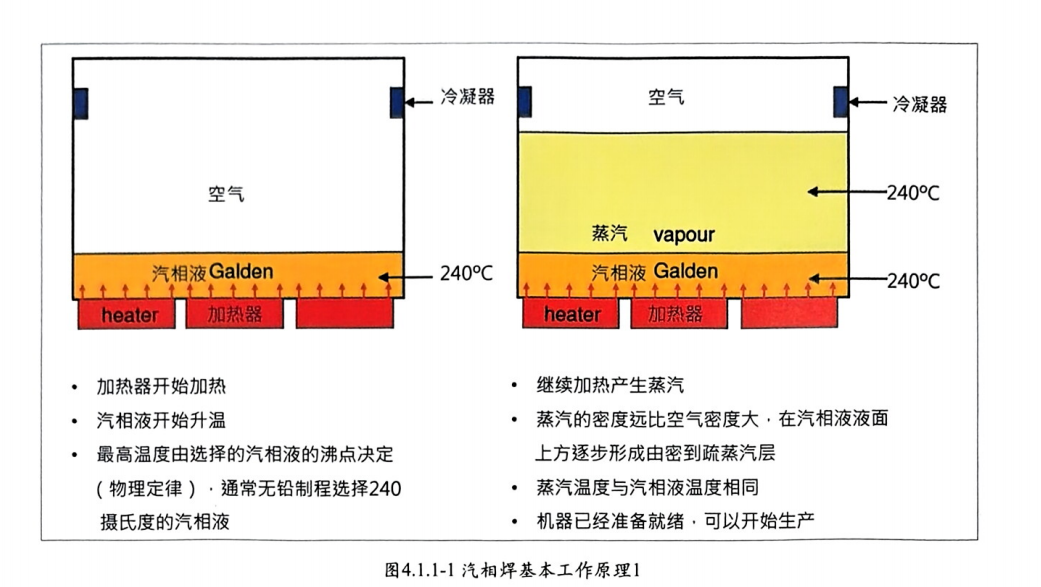
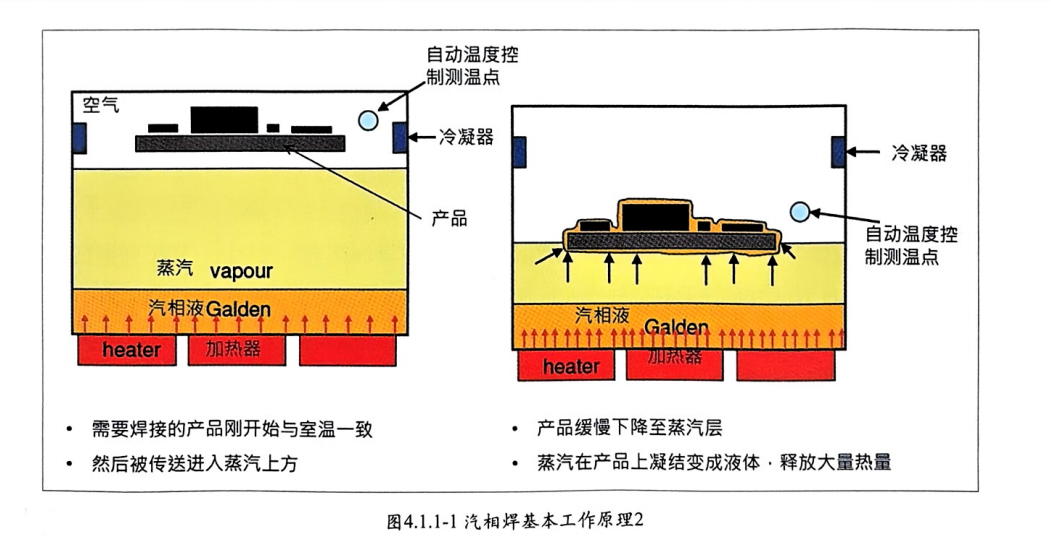
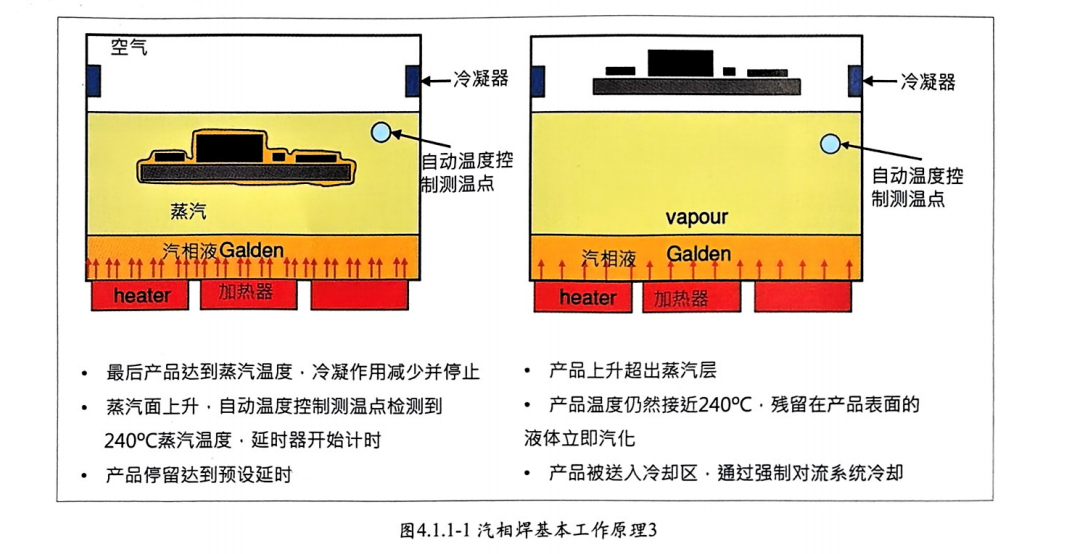
如图4.1.1-1气相焊基本工作原理1~3。 加热器对溶剂 (如全氟聚醚流体)加热,气相液温度升高到其沸点时开始汽化,填充到腔体内,蒸汽温度保持在沸点温度。汽化后的蒸汽密度较空气大,蒸汽滞留在汽化槽上部,自上而下密度逐渐增加。待焊接的产品从顶部浸入蒸汽层并接受蒸汽热交换带来的热量。蒸汽层密度不同、热交换速度不同,以此控制产品温度变化速度。通过控制产品在蒸汽层的位置及时间,以获得焊接温度曲线的改变与控制。
1.2气相焊接的优势与劣势
气相焊接制程,气相液与塑料、金属、弹性体 (导电泡棉、橡胶制品等 ) 有良好的兼容性,液体没有闪点、自燃点并无毒无味,作业环境友善。 气相焊蒸汽保持在固定温度,产品上大小元件之间的温度差异比较小,一般在3 ℃范围内,对于大板和厚板焊接有显著的优势,可以避免大热容导致的温度设定过高损伤热敏感器件。对于一些耐温不足组件,可以选择相应的液体焊接,防止温度过高损伤组件。 对于热变形敏感的器件,合适的气相液可以维持在较低温度下完成焊接 (热变形量较小状态下完成焊接)、 又可以确保大热容部件焊接充分。 如有铅焊接可以选用230℃气相液,焊接75mmx75mm的 CPU,板面同时有Intel Skylake系列芯片,高温下变形量较大 ,230℃的温度可以有效控制芯片变形量。 普通有铅制程焊接75mmx75mm的 CPU Refow最高温设定值在 280℃以上,这种高温会导致Skylake芯 片变形量高达0.2mm,极易出现悬空焊接(HoP)不良。气相焊蒸汽密度大,可将空气挤出,无需使用氮气焊接就可获得无氧焊接环境,产出光亮的焊点。
气相焊的劣势罗列如下:
1) 焊接所需的气相液为消耗品且比较贵,会增加焊接成本;
2) 气相液在PCBA上如煮开的沸水,会扰动熔融焊锡,导致贴片电阻和电容立碑、 虚焊;
3) 蒸汽密度围绕 PCBA,四边密度高,中间因为PCBA阻挡,密度低,所以熔锡有时间差,周边温度高,
4) 中间低,也容易导致贴片电阻和电容立碑和空焊;
5) 焊接中焊锡产生的水汽和氧气因为蒸气密度大,不容易排出,导致QFN,BGA、 LGA等焊点气泡大;
6) 焊接腔体短、 能容纳的PCBA有限,焊完后自然冷却,整个时间要 10~13分钟,效率低是硬伤;
7) 设备机构复杂保养维护困难,同时 FIux挥 发时残留物较多,开炉后味道难闻,对环境污染大。
1.3气相焊接的应用场景
气相焊焊接时易产生大气泡,业界为此开发了真空气相焊,焊点熔化后抽真空以协助焊点气泡排出,但效率低、 成本高、 维护困难暂无有效对策。 气相焊制程一般用在高单价、小批量、军工、航天、汽车、医疗、舰船、轨道交通、 服务器、数据中心、算力中心、银行、勘探采矿、风力发电等领域,以获得高可靠性焊点为宗旨或克服大热容差异产品焊接 。