





















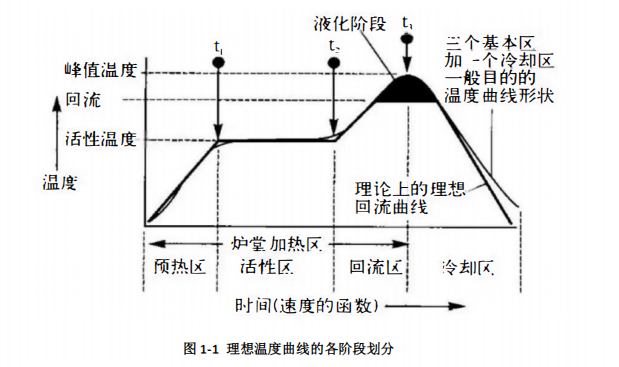
温度曲线是回流焊接过程的核心表征,本文将其划分为预热、保温、二次升温、焊料润湿、冷却五个阶段,结合锡膏与助焊剂特性,分析各阶段参数对回流焊接质量的影响。
主流锡膏分为Sn63/Pb37有铅锡膏、SnAg3Cu0.5无铅锡膏,合金占比88%~90%,其余为助焊剂。助焊剂是焊接正常进行的关键。
回流焊是SMT核心工艺,依靠热风加热激活助焊剂完成焊接。温度曲线以温时关系量化回流焊工艺,参数设置直接决定焊点品质与元器件可靠性。
1、回流焊接基本原理
PCB组件进炉受热后,助焊剂溶剂蒸发、清洁焊接表面并预热器件;达到活性温度后去除金属氧化层;温度升至焊料合金液相线后,熔融焊料沿焊盘、引脚铺展润湿;金属分子相互扩散形成金属间化合物(IMC层),最终冷却成型为焊点。
回流焊温度曲线分为预热、温度保持、二次升温、焊料润湿、焊点冷却五个阶段。
2、预热阶段
作用:避免元器件、PCB遭受骤热冲击,释放器件内部水汽;同时保留助焊剂溶剂与活性,完成前期清洁准备。
参数影响
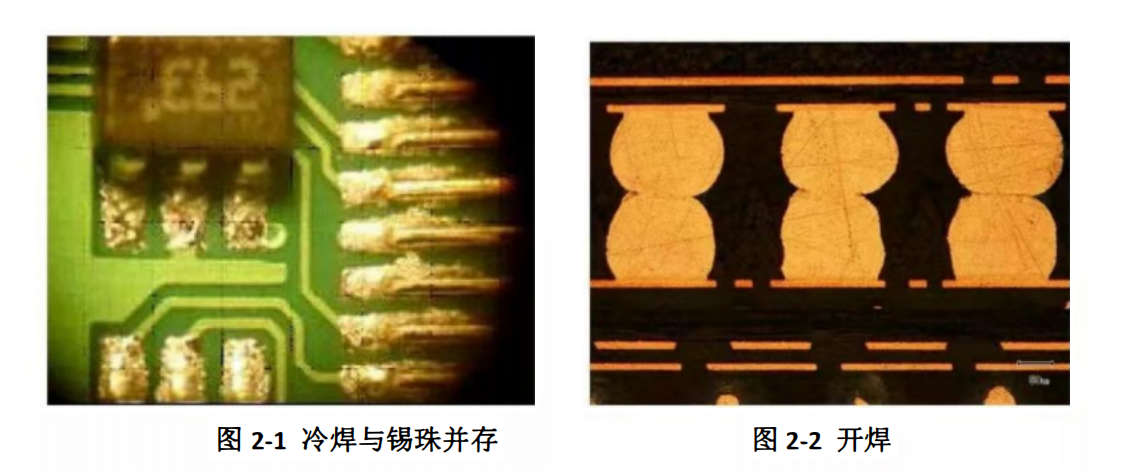
2.1 升温斜率过快、预热温度过高:助焊剂溶剂急速沸腾飞溅产生锡珠;助焊剂提前失活引发焊料二次氧化,造成冷焊。
2.2. 升温过慢、预热温度过低:助焊剂未达活性区间就大量挥发,去氧化不彻底,导致开焊。
2.3. 工艺规范 适宜升温速率2~3℃/s,兼顾器件抗热冲击能力与助焊剂活性保留。
3、温度保持(保温)阶段:核心管控温度与时间两大参数:
3.1. 温度:需匹配助焊剂最佳活性点,回流炉温波动控制在±5℃,参考锡膏厂商规格书设定。
3.2. 时间:时长适中可彻底清洁焊盘与引脚氧化层;时间过长过度消耗助焊剂,过短则清洁不足,影响焊料润湿铺展,需结合厂商推荐值与铺展试验确定。
4、二次升温阶段
目标是快速将温度升至焊料液相线,使锡膏熔融。 升温周期不宜过长,否则助焊剂过度挥发,失去防护作用,焊盘与引脚再次氧化;同时升温不能过快,防止元器件热冲击损坏,需结合炉体温区条件优化参数。
5、焊料润湿阶段:本阶段为焊料熔融铺展、形成焊点冶金结合的关键,核心管控液相线以上时长与峰值温度。
5.1. 合金差异:有铅Sn63/Pb37为共晶焊料,熔点183℃;无铅SnAg3Cu0.5为非共晶焊料,熔融区间217~220℃,需预留充足润湿时间,抵消器件吸热温差。
5.2. IMC层管控:良好焊点IMC层薄且连续,有铅焊料IMC厚度1~3μm,无铅需控制在8μm以内;IMC最佳生成温度为焊料熔点以上15~20℃。
5.3. 峰值温度影响:温度过低易产生冷焊、IMC生成不足;温度过高会使液相时长超标,IMC层过厚,导致焊点脆裂失效。
6、焊点冷却阶段:熔融焊料经合理冷却固化,完成焊点成型,冷却速率同样影响焊点组织结构与可靠性,需匹配前序温控参数,避免应力缺陷。