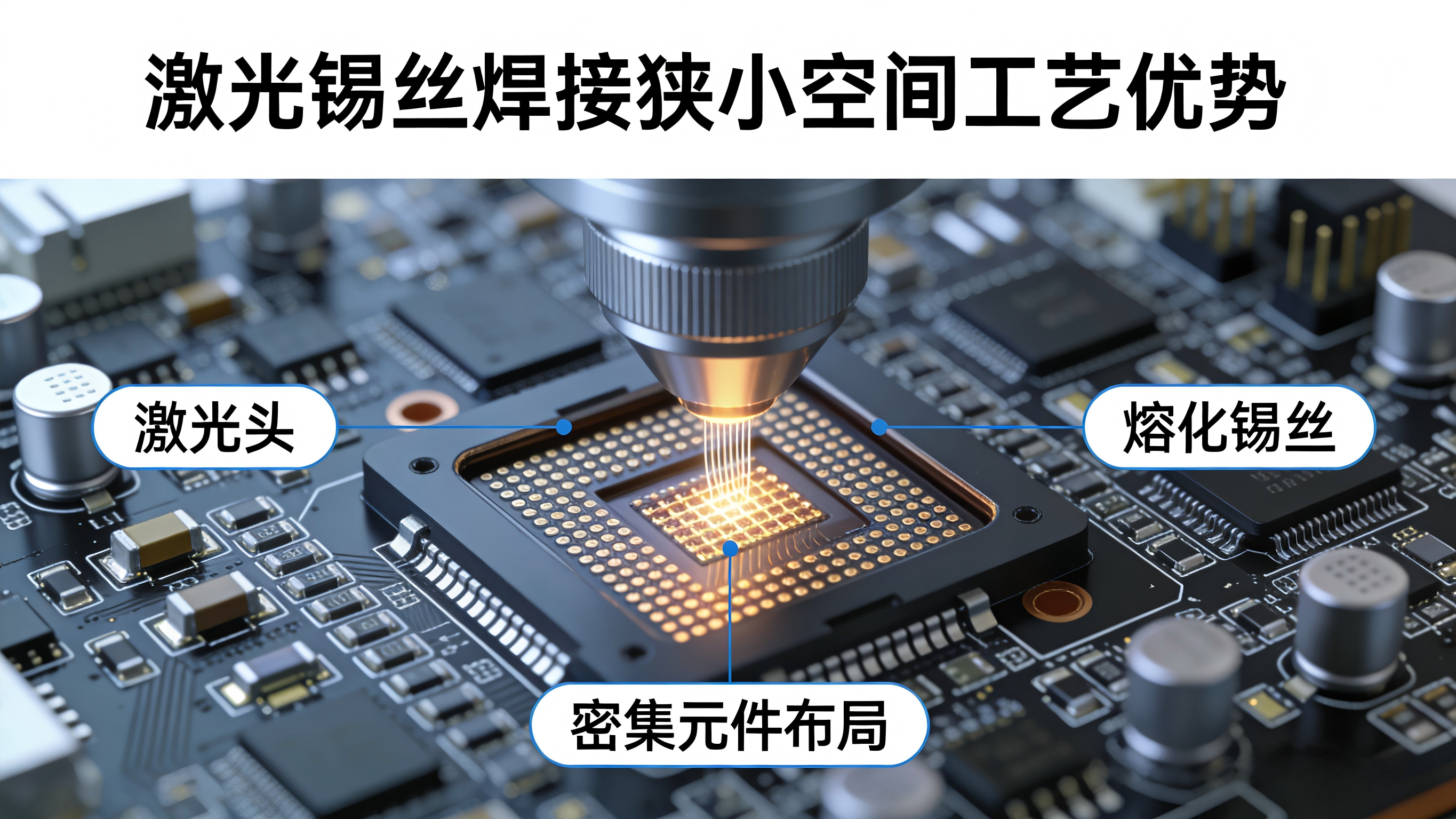






















在通孔插装焊接制程中,波峰焊、选择焊、手工焊、机械手焊接、通孔回流焊等技术已广泛应用于各类电子产品的生产。随着自动化水平的提升,焊接工艺逐渐从传统手工焊转向机械手焊接,但在部分结构紧凑、空间受限的产品中,机械手和传统烙铁往往难以获得足够的作业空间,此时激光锡丝焊接工艺便成为理想的解决方案。
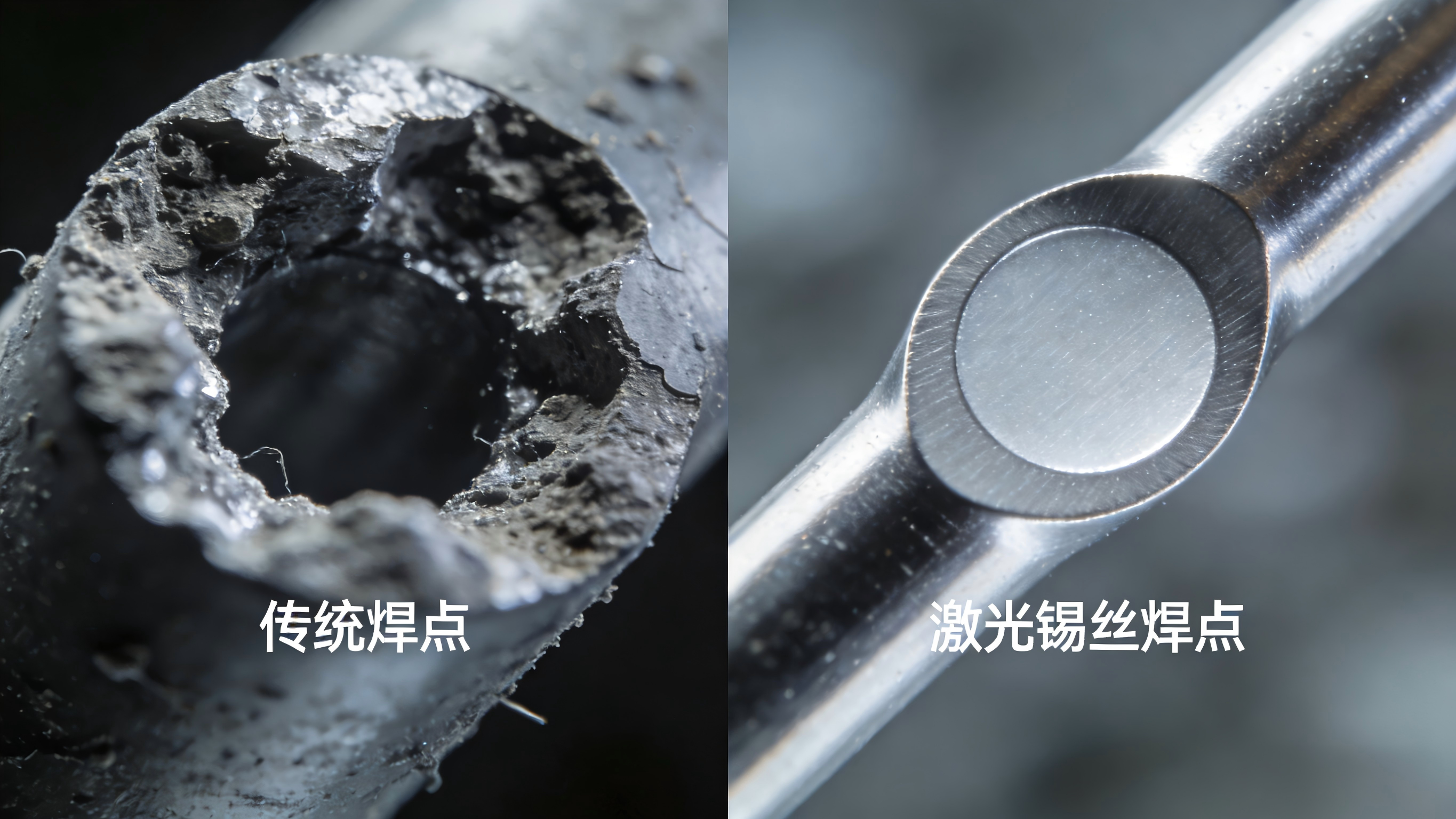
激光锡丝焊接是一种以激光为热源的精密焊接技术,通过激光照射使锡丝熔化并精准填充至通孔及焊盘区域,实现电气连接与机械固定。该工艺具有热影响区小、精度高、非接触、适应性强等特点,适用于高密度、微型化及热敏感元件的焊接。
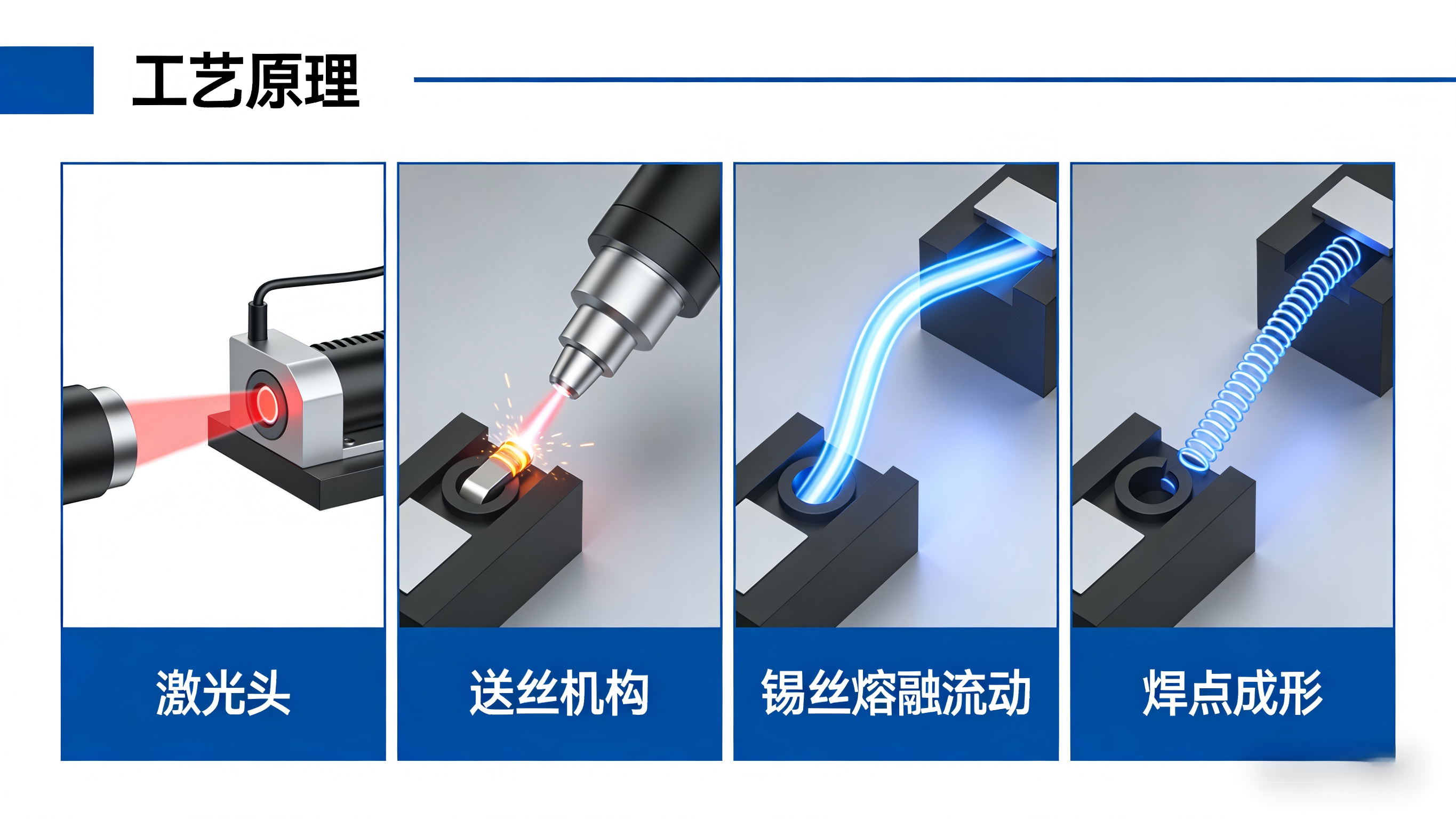
激光锡丝焊接工艺流程
元件插装与准备
将待焊接元器件插装至PCB相应位置,并安装锡丝送丝机构。确保焊接面清洁、无氧化、油污或其他污染物,以保证焊接质量。激光加热
通过激光设备对焊盘及引脚区域进行照射,使局部迅速升温至焊接所需温度。激光功率与照射时间可根据材料特性、板厚及焊点尺寸进行精确调节,避免过热损伤。送丝与熔融填充
在激光持续加热的同时,送丝机构将锡丝精确输送至焊接点。锡丝在激光作用下快速熔化,并沿通孔与引脚间隙流动,形成均匀焊点。冷却与凝固
当锡丝完全填充焊接区域后,关闭激光,焊点自然冷却凝固,形成可靠的电连接与结构固定。
工艺注意事项
送丝稳定性控制:须确保锡丝输送连续、均匀,避免因送丝中断导致激光持续照射,造成基材或元件过热损坏。
热敏感元件防护:对于周边存在的深色或热敏感元件,可采用遮光或局部散热设计,防止吸热导致的性能影响。
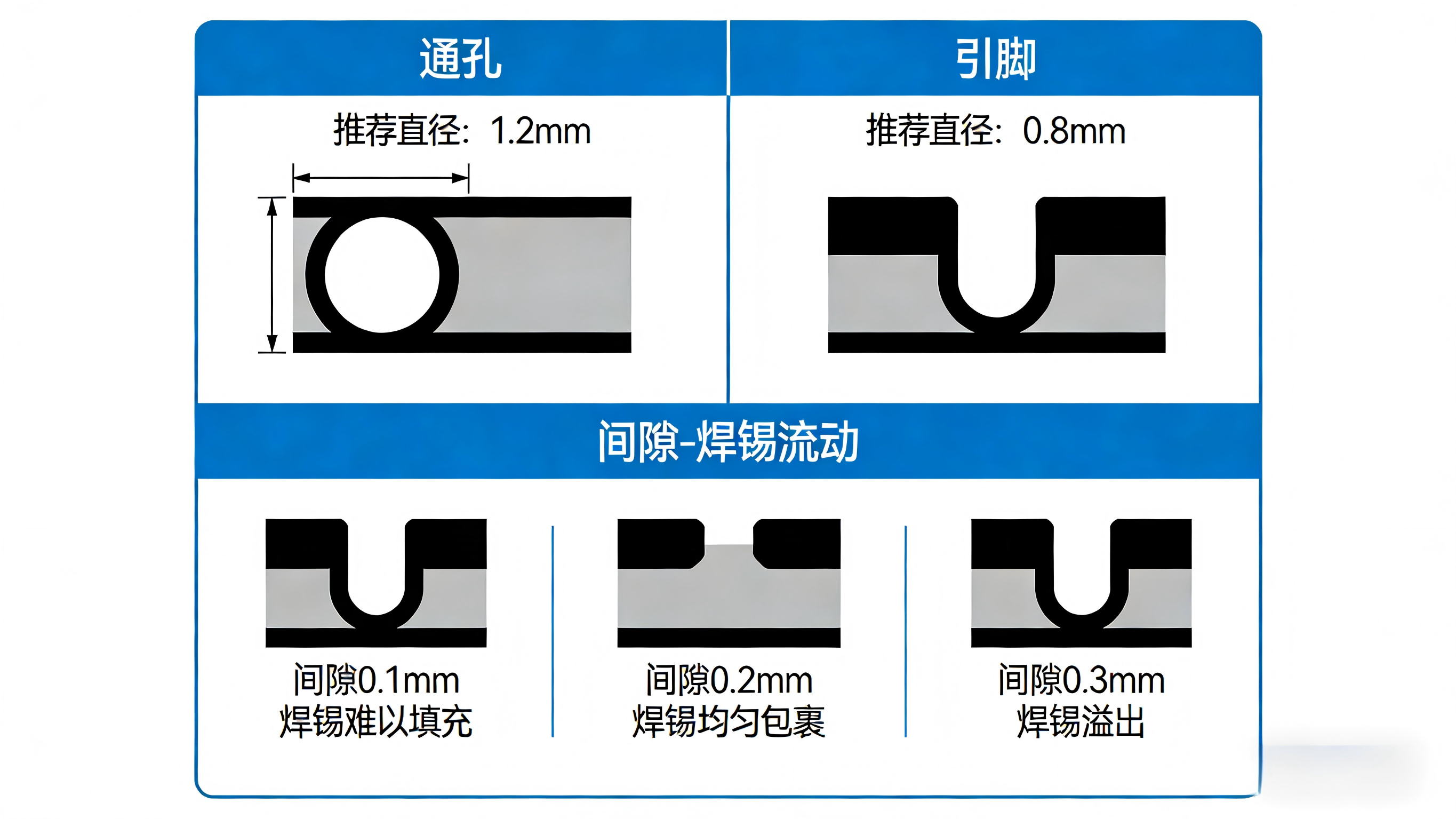
通孔设计优化:建议在设计阶段适当加大焊锡环尺寸,并略增加通孔与引脚的间隙,以利于激光定位与焊锡流动填充,提升焊接可靠性。
典型应用场景
高密度互联(HDI)板卡
微型传感器、摄像头模组
汽车电子控制单元(ECU)
航天航空精密电路
穿戴设备及微型电子组装