





















点激光与面激光
点激光与面激光,顾名思义就是加热时是点加热与面加热的区别,图4.2.3-1点激光与面激光。
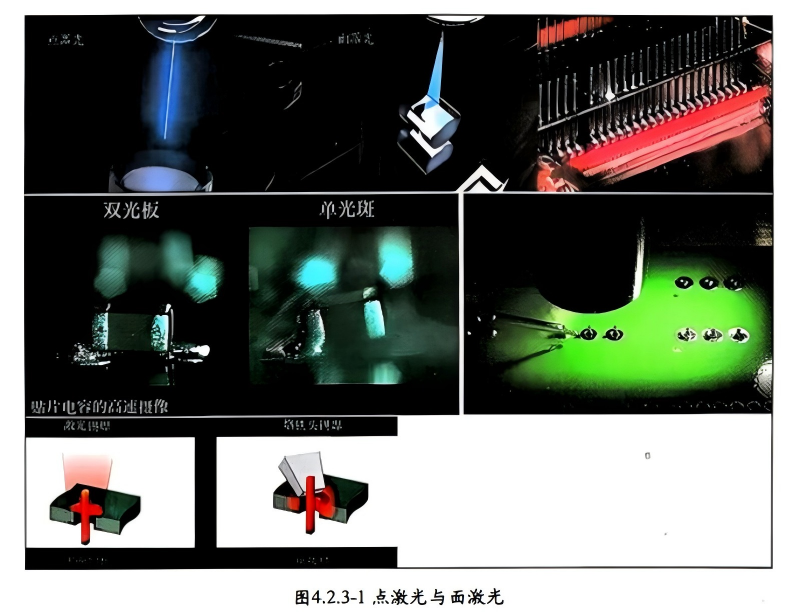
激光焊非接触焊接特性省却了烙铁头作业空间,在通孔插装焊接制程中有相当优势。对于表贴Chip元件焊接,激光焊单点加热会导致元件存在立碑虚焊风险,双光斑加热方式可以同时对Chip件两端加热,避免立碑虚焊的发生。面激光可以对一定区域同时加热,提高焊接效率。
点激光与面激光的应用区别如下 :
①精度差异:点激光的聚焦能力较强 ,能够实现高精度的加工和定位,常被用于精密加工、微细加工等领域。而面激光的特点是在大范围内均匀分布光斑,适用于大面积的加工和快速切割;
② 应用场景不同:点激光主要用于对精度要求较高、加工面积较小的领域,如电子芯片加工、珠宝加工等。面激光则更适用于面积较大的加工和切割领域,如钢板切割、局部群焊等 ;
日加工效率上的区别 :由于点激光的精度和聚焦能力,它通常在小区域内进行工作,导致工作速度较慢,加工时间也较长。而面激光能够实现大面积作业,因此具有高效率和高速度的特点 ;
③测量单位不同:点激光一次只能测量一个点。而面激光一次能测量一个面上的所有点。
总的来说,点激光和面激光在精度、应用场景、加工效率和测量单位等方面有明显的不同 ,选择使用哪种激光 取决于具体的应用需求。
激光植球工艺解析及应用
激光植球工艺在多品种小批量及打样制程中应用广泛,在SiP、Flipchip制程中用来植球,对于小批量的芯片植球、 BGA返修植球等均可使用。常见的激光植球工艺如图4.2.4-1激光植球基本原理。
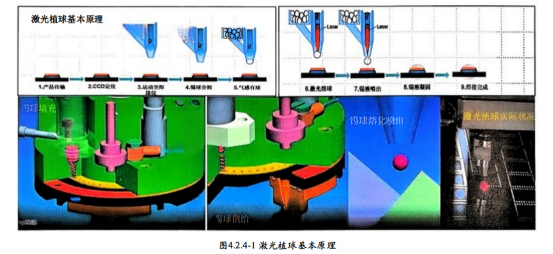
激光植球有两种方案,一是将锡球放置于对应焊盘 ,激光加热锡球熔化、 完成植球;另一种方案是将锡球放置于植球机内,锡球被一颗一颗有序供给到植球头部,头部激光加热至锡球熔化,喷出到焊盘完成植球。前者应用较少,后者是业界常用的激光植球方案 。
激光植球基本步骤:
①转杯焊球:准备一定量的锡球如有铅6337锡球、无铅SAC305锡球。焊球的种类和规格根据具体的应用需求而定。锡球大小需符合品质规范,锡球尺寸需符合品质规格,锡球含氧量需符合管制规范 ;
② 锡球供给:锡球在氮气环境下被有序传送到植球头部 ;
日植球:锡球在头部位置被逐一加热至液态并被喷出到指定焊盘,凝固形成锡。激光植球工艺在倒装芯片焊接技术中也有成熟应用。传统的芯片封装是在晶圆四周焊垫区域通过键合丝(Bondingwire)与封装基板焊盘或导线架连接 ,完成元件外部焊盘或引脚与内部晶圆电路导通作业。 随着晶圆功能增加、 集成度提高、线片尺寸缩小,传统的键合丝工艺很难满足芯片高密度信号通路的需求,倒装制程(Flipchip)成为必然的选择。传统的倒装制程是在晶圆表层面阵列的焊盘上通过蒸镀、溅镀等工艺制作凸点( Bump), 元件封装时晶圆凸点朝下与封装基板焊盘对准、加热焊接完成晶圆与封装基板焊盘通路的连接。传统的Bump生成方案成本高、 效率低、 灵活度低。 印刷锡膏生成Bump的方案业界也有应用 ,要求印刷制程具备极高的对位精度、极高的印刷锡量控制精度。激光植球则可以灵活的应对晶圆植球 ,在打样、多品种小批量生产模式中有强大竞争力。